商品别名 |
高铁模型,复兴号模拟训练舱,高铁模拟训练舱,和谐号模型 |
面向地区 |
加工定制 |
是 |
|
是否电动 |
其它 |
是否多功能 |
是 |
是否静态模型 |
其它 |
是否能够DIY |
其它 |
是否外贸 |
其它 |
颜色 |
其它 |
包装方式 |
其它 |
控制方式 |
其它 |
是否支持一件代发 |
其它 |
材质 |
金属 |
六安复兴号实训舱制作,高铁培训模型报价
河南牛奔文化传播有限公司致力于展览模型、高铁培训模型、建筑设计与教育模型、工业产品模型、机电模型、航天模型展等领域的模型制作。我们一直坚持“勤奋”的理念,坚持发现新技术和不断创新。我们有幸成为的模型制作公司。我们是一个年轻而充满活力的群体。这里有一群年轻的团队,对展览模式充满激情、专注和丰富的想象力。出于对建筑的热爱,我们走到了一起!我们重视设计和创作的环境,在牛奔传媒的创作平台上培育和培养模型制作!在不断发展的趋势下,我们将为更多的设计单位和其他机构提供更经济、更快、更好的服务,以的质量回报新老客户。为了达到双赢的目的,发展只是一个新的起点。我们将一如既往,以严谨、、真诚、周到的工作作风,为客户提供更的模型作品和更细致的售后服务。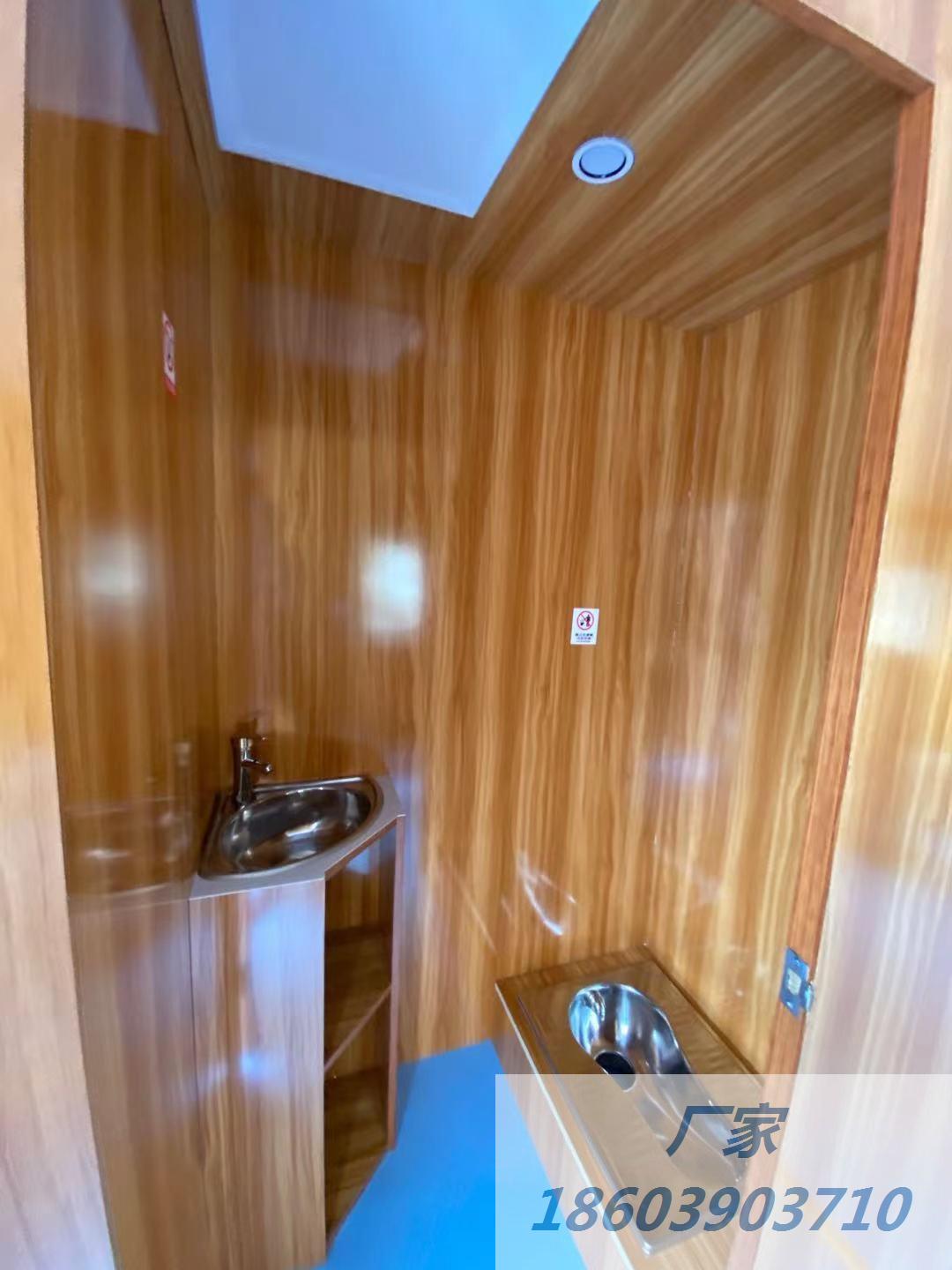
高铁培训模型高铁的制造工艺:高铁列车在制造中由四大部分组装而成:车体、转向架、车上车下大部件、车内设施。(一)车体铝合金骨骼工艺:车体就是列车的框架,是高铁列车整车制造的核心之一。所有的部件都固定或悬挂在车体上。而且出现安全事故时,它的强度关系到是否能强度的保护旅客的生命安全。车体制造的过程是:先将铝合金原材料按尺寸采用激光、水切割等工艺切割下料,之后加工焊接成不同部件,这些部件被组合,终组焊成一个车体。1.材料工艺:铝合金是生产高铁的的材料之一,铝的重量只有钢的三分之一左右,但铝的强度较低,所以目前大部分铝合金车体普遍采用的是“大截面中空挤压型材构成的筒形结构”,就是中间是空的,但两个面之间夹支撑的筋板,实现了提升强度而降低重量。高速列车在高速下会车和出入隧道时,会生出的空气压力波,这主要由车体来承受,这时,车体确保安全性和气密性。高铁目前的气密性指标设定为车内压力波动小于200帕/秒。2.焊接工艺:车体加工中长焊缝由机器人焊接,小部位人工焊接。如今,搅拌摩擦焊、激光复合焊等工艺投入使用。铝合金焊接相比其他焊接难度更大,有恒温恒湿的高要求环境,并需要大量空气净化设施。车体按结构分为中间车和头车:中间车为基础车,分为底架、侧墙、车顶、外端墙、内端墙等,分别制作,后组焊成形,主要采用机器人组焊。头车的车体是制造难的车体。主要采用手工组焊,工艺更加繁杂,尺寸规定更加苛刻。双工位数控加工中心,这个用于车体侧墙和地板整体加工的装备,加工精度达微米级,以确保车体的整体加工精度。而车体总组成焊接机器人,用在车体总组成中长直焊缝的焊接,同时具有打磨、铣削等辅助功能。车体焊接完成,在焊接的过程中,都在不断地进行调直打平,打磨几乎和焊接一样重要,为了消除应力,车身的平整度。
高铁模拟舱设备型号配置清单需求概述:
高铁模拟舱规格及配置简介:
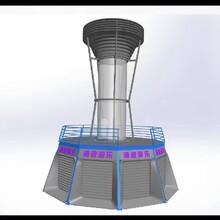
1.复兴号实训舱总长度26米(常规尺寸,其他尺寸可定制),宽3.25米,高2.8米,1:1布局定做。模拟舱包括复兴动车组车头、车厢训练、洗手间、门区等。车舱的内容包括全功能门、行李架、一等座、二等座、酒吧、餐饮吧、功能右门区、功能对讲机广播系统、车内各种灯光、卫生间、卫生间、茶几、窗户、标志、指示牌、车内各区域通风系统。
2.车头是按照复兴号动车组车头1:1的比例制作的。前面的外观和复兴号动车组一样。驾驶室内部进行了装饰。驾驶室内没有驾驶室和控制部分,驾驶室内部是空的。
3.复兴号实训舱座椅样式:
1、一等座:座椅长度(mm)1300 10;座椅宽度(mm)560±10;座椅高度(mm)1247±10;座垫离地高度(mm)430±10;180°座椅靠背角度调整度90-115。6.配有隐藏式小桌子,座椅不旋转。
2、二等座:模拟真实高铁8排3 + 2布局或2+2布局,不带旋转,背面有logo枕巾,可调式座椅靠背装置,座椅安全带,餐桌板,座椅靠背后面有网兜。座椅的长度约为(mm)980±10;座椅的总宽度约为(mm)560±10;座椅的高度约为(mm)1173±10;坐垫离地高度约(mm)430±10;坐垫的宽度约为(mm)435±10;扶手离地高度约(mm)610±10;座椅靠背的宽度约为(mm)430±10;座椅靠背的角度调整为90-115度,配配备小桌子。
复兴号实训舱把铝面板聚丙烯酰亚胺(PMI)泡沫芯夹层梁的弯曲问题按平面应力问题进行研究,采用弹性理论建立了铝面板PMI泡沫芯夹层梁弯曲变形的微分方程,利用奇异函数把作用在梁上的外载荷表示为分布载荷,推导出了铝面板PMI泡沫芯夹层梁弯曲变形时的挠度表达式.按所推出的挠度表达式计算了铝面板PMI泡沫芯夹层梁中点挠度,并将其与有关文献采用能量法和有限元法计算的结果、有关文献所给出的试验值进行比较后发现,按所推出的挠度表达式计算的结果更为接近试验值,说明其计算精度是可靠的,而且表达形式较为简便,可在工程实际中推广应用.
复兴号实训舱高铁的制造工艺:高铁列车在制造中由四大部分组装而成:车体、转向架、车上车下大部件、车内设施。(一)车体铝合金骨骼工艺:车体就是列车的框架,是高铁列车整车制造的核心之一。所有的部件都固定或悬挂在车体上。而且出现安全事故时,它的强度关系到是否能强度的保护旅客的生命安全。车体制造的过程是:先将铝合金原材料按尺寸采用激光、水切割等工艺切割下料,之后加工焊接成不同部件,这些部件被组合,终组焊成一个车体。1.材料工艺:铝合金是生产高铁的的材料之一,铝的重量只有钢的三分之一左右,但铝的强度较低,所以目前大部分铝合金车体普遍采用的是“大截面中空挤压型材构成的筒形结构”,就是中间是空的,但两个面之间夹支撑的筋板,实现了提升强度而降低重量。高速列车在高速下会车和出入隧道时,会生出的空气压力波,这主要由车体来承受,这时,车体确保安全性和气密性。高铁目前的气密性指标设定为车内压力波动小于200帕/秒。2.焊接工艺:车体加工中长焊缝由机器人焊接,小部位人工焊接。如今,搅拌摩擦焊、激光复合焊等工艺投入使用。铝合金焊接相比其他焊接难度更大,有恒温恒湿的高要求环境,并需要大量空气净化设施。车体按结构分为中间车和头车:中间车为基础车,分为底架、侧墙、车顶、外端墙、内端墙等,分别制作,后组焊成形,主要采用机器人组焊。头车的车体是制造难的车体。主要采用手工组焊,工艺更加繁杂,尺寸规定更加苛刻。双工位数控加工中心,这个用于车体侧墙和地板整体加工的装备,加工精度达微米级,以确保车体的整体加工精度。而车体总组成焊接机器人,用在车体总组成中长直焊缝的焊接,同时具有打磨、铣削等辅助功能。车体焊接完成,在焊接的过程中,都在不断地进行调直打平,打磨几乎和焊接一样重要,为了消除应力,车身的平整度。
高铁培训模型聚合物泡沫材料由于具有质量轻、比强度高、隔热保温、隔音、抗震等优点,被广泛应用于建筑隔热保温、冷冻储藏、交通运输、航天等领域.其中的聚氨酯泡沫和聚苯泡沫虽然具有很好的隔热保温效果,但是它们都是易燃材料;酚醛泡沫具有难燃、耐火焰穿透、燃烧时低烟低毒等优点,但是酚醛泡沫也具有脆性大、易粉化等缺陷,从而限制了其在一些领域中的应用.石墨烯(graphene)具有特的结构和的性能,常用来改善聚合物材料力学性能、热性能和电性能
高铁培训模型针对C60,C70两种混凝土进行了受火模拟试验,采用红外热像法与超声回弹法对混凝土的损伤进行了检测,验证了这两种方法的可行性与特点,并探究了红外热像法及超声回弹法作为相互补充的方法检测混凝土受火后损伤程度的可行性.试验发现:混凝土的受火温度和剩余抗压强度有着很强的相关性,受火温度可以作为混凝土损伤程度的判定指标.红外热像法测得的混凝土表面的平均温度升高值与受火温度,以及超声回弹法测得的声波平均速度与受火温度、回弹值与剩余抗压强度都有的相关性.同时由于受火温度的不同,两种检测方法适用的情况也有所不同.